




Fraiseuse CNC VMC850B, centre d'usinage vertical
Caractéristiques du produit



1. Instructions générales
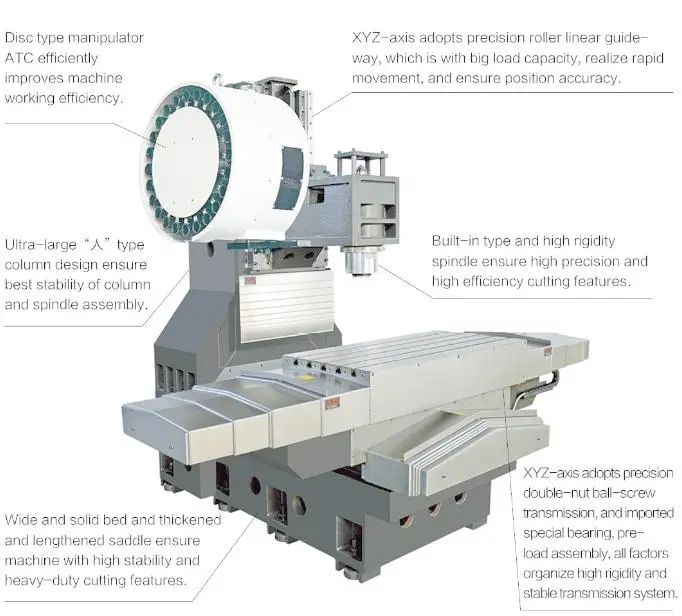
Cette machine est conçue avec un châssis vertical. La colonne est fixée au bâti, le porte-broche coulisse sur la colonne (mouvement selon l'axe Z), le chariot coulisse sur le bâti (mouvement selon l'axe Y) et la table de travail coulisse sur le chariot (mouvement selon l'axe X). Les trois axes sont des guidages linéaires offrant une vitesse d'avance et une précision élevées. Le bâti, la colonne, le chariot, la table de travail et le porte-broche sont fabriqués en fonte grise de haute qualité, traitée par sablage à la résine et soumise à un double vieillissement pour éliminer les contraintes résiduelles internes. Ces pièces sont optimisées par le logiciel SolidWorks, ce qui améliore considérablement leur rigidité et leur stabilité, ainsi que celle de la machine dans son ensemble. Ce traitement permet également de limiter les déformations et les vibrations dues à la coupe. Les composants essentiels proviennent de marques de renommée mondiale, garantissant une stabilité et une durabilité accrues. Cette machine permet d'effectuer des opérations de fraisage, perçage, alésage, taraudage et est généralement utilisée dans les secteurs militaire, minier, automobile, de la fabrication de moules, de l'instrumentation et autres industries de transformation mécanique. Elle convient à une grande variété de procédés de haute précision. Il convient parfaitement aux petites et moyennes productions diversifiées et peut également être intégré à une ligne de production automatisée.
2. Système à trois axes
Les trois axes sont guidés linéairement et bénéficient d'une conception à grande portée pour une précision durable. Les moteurs des trois axes sont reliés directement à des vis à billes de haute précision par un accouplement flexible sans jeu. Chaque vis à billes est importée et équipée de roulements professionnels adaptés. Une précontrainte est appliquée aux vis à billes pour une précision accrue. Le servomoteur de l'axe Z est doté d'un freinage automatique. En cas de coupure de courant, le frein moteur bloque automatiquement la rotation, assurant ainsi une sécurité optimale.
3. Unité de broche
La broche est fabriquée par un professionnel afin de garantir une précision et une rigidité optimales. Les roulements de broche proviennent d'une marque de renommée mondiale spécialisée dans les roulements de haute précision et sont assemblés dans des conditions de température constante et exemptes de poussière. Chaque broche est ensuite soumise à un test d'équilibrage dynamique pour assurer sa durée de vie et sa fiabilité. Elle est équipée d'un système de protection par circulation d'air à basse pression, qui insuffle de l'air à basse pression à l'intérieur de la broche, créant ainsi une couche protectrice empêchant la poussière et le liquide de refroidissement de pénétrer. Dans ces conditions, les roulements de broche fonctionnent dans un environnement exempt de pollution, ce qui protège l'ensemble de la broche et prolonge sa durée de vie. La vitesse de broche peut être modifiée par paliers dans sa plage de fonctionnement, grâce à un codeur interne au moteur permettant le maintien de l'orientation de la broche et un taraudage précis.
4. Système de changement d'outils
Le magasin d'outils standard de cette machine a une capacité de 24 tonnes et est monté sur la colonne latérale. Lors du changement d'outil, le porte-outil est entraîné et positionné par un mécanisme à cames à entraînement par moteur. Une fois la broche en position de changement d'outil, le changeur d'outils automatique (ATC) effectue le changement et déclenche l'opération. L'ATC, qui utilise un mécanisme à cames à entraînement par moteur, précontraint les outils pour permettre une rotation à grande vitesse, ce qui garantit un changement d'outil rapide et précis.
5. Système de refroidissement
La machine est équipée d'une pompe de refroidissement à immersion verticale à haut débit et d'un réservoir d'eau de grande capacité. Le débit de la pompe est de 2 m³/h afin d'assurer un refroidissement par recyclage optimal. Une buse de refroidissement est située à l'extrémité du carter de broche, permettant la projection d'air et d'eau pour le refroidissement des outils et des pièces. Un pistolet à air comprimé est également fourni pour le nettoyage de la machine et des pièces.
6. Système pneumatique
L'unité pneumatique filtre les impuretés et l'humidité du gaz source afin d'éviter l'endommagement et la corrosion des pièces de la machine. L'électrovanne, pilotée par un automate programmable, assure le bon déroulement des opérations de desserrage de l'outil, de nettoyage du centre de broche, de serrage de l'outil et d'arrosage de la broche. À chaque changement d'outil, un flux d'air comprimé pur est insufflé depuis le centre de broche pour nettoyer l'alésage et le porte-outil, garantissant ainsi une rigidité optimale de l'ensemble broche-outil et prolongeant la durée de vie de la broche.
7. Protection de la machine
Nous utilisons un écran de protection standard pour la machine, qui protège non seulement des projections de liquide de refroidissement, mais garantit également la sécurité de fonctionnement. Chaque glissière est équipée d'un écran de protection empêchant le liquide de refroidissement et les particules de coupe de pénétrer dans l'espace interne et réduisant ainsi l'usure et l'érosion de la glissière et de la vis à billes.
8. Système de lubrification
Le guidage et la vis à billes sont équipés d'un système de lubrification centralisé et d'un séparateur d'huile volumétrique à chaque nœud. Ce système assure une lubrification continue et régulière de chaque surface de glissement, réduisant ainsi les coûts d'usinage. Il en résulte une meilleure précision et une durée de vie accrue pour la vis à billes et le guidage.
9. Système de convoyeur à copeaux
Nous proposons un dispositif standard d'évacuation des copeaux manuel, facile à utiliser. Vous pouvez également choisir un convoyeur à copeaux à vis ou à charnière.
| Article | Unité | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Table de travail | |||||
| Dimensions de la table de travail | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| Rainure en T (N×L×P) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Voyage | |||||
| Déplacement sur l'axe X | mm | 640 | 640 | 850 | 1000 |
| Déplacement sur l'axe Y | mm | 400 | 400 | 500 | 500 |
| Course de l'axe Z | mm | 400 | 500 | 600 | 600 |
| Gamme d'usinage | |||||
| Distance entre le centre de la broche et l'avant de la colonne | mm | 440 | 476 | 572 | 572 |
| Distance entre l'extrémité de la broche et la table de travail | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Dimensions de la machine | |||||
| L×l×H | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Poids de la machine | |||||
| Charge maximale admissible de la table de travail | kg | 350 | 350 | 500 | 600 |
| Poids de la machine | kg | 3900 | 4100 | 5200 | 5600 |
| Broche | |||||
| Conicité du trou de broche | BT40 | BT40 | BT40 | BT40 | |
| Puissance de broche | kw | 5.5 | 5.5 | 7,5/11 | 7,5/11 |
| vitesse de broche maximale | tr/min | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Alimentation (entraînement direct) | |||||
| vitesse d'alimentation maximale | Mm/min | 10000 | 12000 | 12000 | 12000 |
| Vitesse d'avance rapide (X/Y/Z) | m/min | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Vis à billes (diamètre + pas) | |||||
| Vis à billes de l'axe X | 3210 | 3212 | 4016 | 4016 | |
| Vis à billes de l'axe Y | 3210 | 3212 | 4016 | 4016 | |
| Vis à billes de l'axe Z | 3210 | 4012 | 4016 | 4016 | |
| Magazine d'outils | |||||
| capacité du magasin d'outils | T | 16 | 16 | 24 | 24 |
| temps de changement d'outil | s | 2.5 | 2.5 | 2.5 | 2.5 |
| Précision du positionnement (Norme nationale) | |||||
| Précision de positionnement (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Précision de repositionnement (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| NON. | Nom | Marque |
| 1 | Système CNC | Système Siemens 808D |
| 2 | Moteur principal | Ensemble complet de variateur Siemens incluant servomoteur |
| 3 | Moteur et contrôleur des axes X/Y/Z | Siemens |
| 4 | vis à billes | Hiwin ou PMI (Taïwan) |
| 5 | Roulement à billes | NSK (Japon) |
| 6 | guides linéaires | Hiwin ou PMI (Taïwan) |
| 7 | Moteur de broche | POSA/ROYAL (Taïwan) |
| 8 | Échangeur de chaleur | Taipin/Tongfei (coentreprise) |
| 9 | Principaux composants du système de lubrification | Proton (coentreprise) |
| 10 | principaux composants d'un système pneumatique | AirTAC (Taïwan) |
| 11 | principaux composants du système électrique | Schneider (France) |
| 12 | pompe à eau | Chine |
Catégories de produits
-

Machine de forage radial à conversion de fréquence Z3...
-

Tour manuel à banc interrompu C6240C, tour à métaux avec n...
-

Fraiseuse Plano X4020HD à une seule colonne
-

Tour CNC Falco à banc incliné CK6130S avec 3 axes
-

Machine de perçage et de fraisage d'établi compacte à économie d'énergie...
-

Fraiseuse universelle à piston X5750